





Jake L
-
Posts
349 -
Joined
-
Last visited
-
Days Won
8
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Jake L
-
-
13 hours ago, gcode said:
also try the equal scallop toolpath with .001 stepover.. it yields a much cleaner toolplath
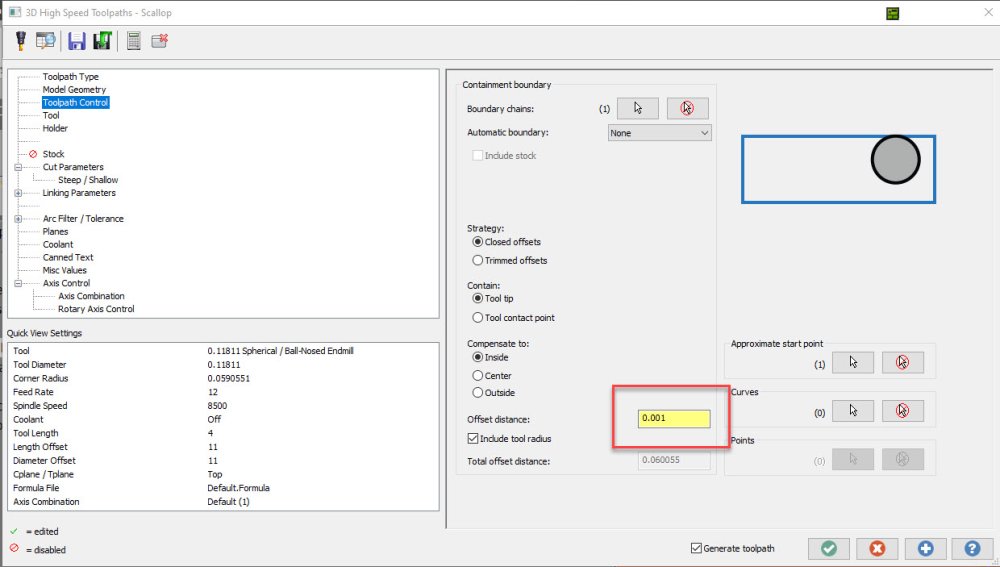
A bit off topic but, is this .001 offset benefit something that applies to all containment boundary toolpaths? Or does this only benefit in equal scallop toolpath?
-
26 minutes ago, #Rekd™ said:
Almost everything I have learned in Mastercam has been learned from reading topics on this forum and trying to figure things out (learning how).
@Colin Gilchrist @crazy^millman have helped me a lot, I owe them many thanks!
Couldn't agree more
-
I believe G04 (dwell) is the code you're looking for
-
59 minutes ago, nperry said:
Right now it's set up in 4 operations, all 3 axis. The motion I have is exactly what I want, but for some reason I cannot get it to output for 4 axis positional moves. I change the WCS information and play with the tool axis control parameters and I can't get anything satisfactory. I've tried all of the direction controls and also using lines.
I think Aaron nailed it. I selected all the edges with solid selection, changed to 4-axis (rotary) machining type, and changed direction to x-axis and got a good output. I don't know if it's what you're looking for because it sounds like you're looking for a 4+1 motion, what I did was a 4-axis simultaneous motion.
I can't seem to get a motion that perfectly mimics the 4x 3-axis toolpaths. The closest I got was using machining type 3+2 and locking the tilt range to 90. But doing this causes the tool to ignore a couple edges for some reason... Both of these attempts are at the bottom of the operation list in the attached file. Hope this helps!
I was incorrect in my original post. When 4-axis (rotary) machining type is selected the direction is the rotation axis. When 3-axis machining type is selected the direction is pointed towards the direction you want the tool to approach from.
-
 1
1
-
-
A file will always be helpful.
1 hour ago, nperry said:All I want to do is get that 3 axis motion to output with A180. My present workaround is to program it for a 3 axis operation and then go in and hand code the rotary position.
My thought is this is more of a post issue that you're trying to work around. If you're able to reach all the edges you need to deburr with your tool axis set to 3-axis, then I think that's what you should use. If the only issue is the post isn't outputting an A180 then I'd look into the post instead of trying to switch to a 4-axis rotary toolpath setup.
If there are additional edges you are trying to reach that the 3-axis toolpath setup can't get to, then a file to play with or more information and pictures would be needed.
Here's a shot in the dark: the direction should be set to point in the direction you want the tool to approach from. So instead of the direction set to the Z-axis (this will read the WCS Z-axis not the tool plane) try setting the direction to line and draw a line along the Z-axis of your A180 tool plane.
-
14 hours ago, crazy^millman said:
I always regenerate any operation after making any change.
That's the difference. I've developed a bad habit of relying on the automatic "Generate Toolpath" check box so most of the time I don't regenerate the operation after green checking out. I guess I need to work on breaking that habit.
Thanks for all the time you've spent on this Ron, I really appreciate it.
-
11 minutes ago, crazy^millman said:
I looked at the file and see this. Why?

I changed to 51 and 52 and posted and got this:
% O0000(T) (DATE=DD-MM-YY - 08-05-23 TIME=HH:MM - 12:24) (MCAM FILE - C:\USERS\RON\DOCUMENTS\MY MASTERCAM 2023\MASTERCAM\PARTS\FLOWLINE_LEADS_SAMPLE_MC2023.MCAM) (NC FILE - C:\USERS\RON\DOCUMENTS\MY MASTERCAM 2023\MASTERCAM\MILL\NC\T.NC) (MATERIAL - ALUMINUM INCH - 2024) ( T1 | 0.5 SPHERICAL / BALL-NOSED ENDMILL | H1 ) N100 G20 N110 G0 G17 G40 G49 G80 G90 ( FINISH FILLET ON SIDE OF GIMBAL 1 ) N120 T1 M6 N130 G0 G90 G54 X-2.3 Y0. A0. S1000 M3 N140 G43 H1 Z1. N150 Z.6 N160 G1 Z.5 F51. N170 X-2. N180 X0. F35. N190 X.009 Y-.0014 N200 X.016 Y-.0052 N210 X.021 Y-.0108 N220 X.024 Y-.0176 N230 X.025 Y-.025 N240 X.024 Y-.0324 N250 X.021 Y-.0392 N260 X.016 Y-.0448 N270 X.009 Y-.0486 N280 X0. Y-.05 N290 X-2. N300 X-2.009 Y-.0514 N310 X-2.016 Y-.0552 N320 X-2.021 Y-.0608 N330 X-2.024 Y-.0676 N340 X-2.025 Y-.075 N350 X-2.024 Y-.0824 N360 X-2.021 Y-.0892 N370 X-2.016 Y-.0948 N380 X-2.009 Y-.0986 N390 X-2. Y-.1 N400 X0. N410 X.009 Y-.1014 N420 X.016 Y-.1052 N430 X.021 Y-.1108 N440 X.024 Y-.1176 N450 X.025 Y-.125 N460 X.024 Y-.1324 N470 X.021 Y-.1392 N480 X.016 Y-.1448 N490 X.009 Y-.1486 N500 X0. Y-.15 N510 X-2. N520 X-2.009 Y-.1514 N530 X-2.016 Y-.1552 N540 X-2.021 Y-.1608 N550 X-2.024 Y-.1676 N560 X-2.025 Y-.175 N570 X-2.024 Y-.1824 N580 X-2.021 Y-.1892 N590 X-2.016 Y-.1948 N600 X-2.009 Y-.1986 N610 X-2. Y-.2 N620 X0. N630 X.009 Y-.2014 N640 X.016 Y-.2052 N650 X.021 Y-.2108 N660 X.024 Y-.2176 N670 X.025 Y-.225 N680 X.024 Y-.2324 N690 X.021 Y-.2392 N700 X.016 Y-.2448 N710 X.009 Y-.2486 N720 X0. Y-.25 N730 X-2. N740 X-2.009 Y-.2514 N750 X-2.016 Y-.2552 N760 X-2.021 Y-.2608 N770 X-2.024 Y-.2676 N780 X-2.025 Y-.275 N790 X-2.024 Y-.2824 N800 X-2.021 Y-.2892 N810 X-2.016 Y-.2948 N820 X-2.009 Y-.2986 N830 X-2. Y-.3 N840 X0. N850 X.009 Y-.3014 N860 X.016 Y-.3052 N870 X.021 Y-.3108 N880 X.024 Y-.3176 N890 X.025 Y-.325 N900 X.024 Y-.3324 N910 X.021 Y-.3392 N920 X.016 Y-.3448 N930 X.009 Y-.3486 N940 X0. Y-.35 N950 X-2. N960 X-2.009 Y-.3514 N970 X-2.016 Y-.3552 N980 X-2.021 Y-.3608 N990 X-2.024 Y-.3676 N1000 X-2.025 Y-.375 N1010 X-2.024 Y-.3824 N1020 X-2.021 Y-.3892 N1030 X-2.016 Y-.3948 N1040 X-2.009 Y-.3986 N1050 X-2. Y-.4 N1060 X0. N1070 X.009 Y-.4014 N1080 X.016 Y-.4052 N1090 X.021 Y-.4108 N1100 X.024 Y-.4176 N1110 X.025 Y-.425 N1120 X.024 Y-.4324 N1130 X.021 Y-.4392 N1140 X.016 Y-.4448 N1150 X.009 Y-.4486 N1160 X0. Y-.45 N1170 X-2. N1180 X-2.009 Y-.4514 N1190 X-2.016 Y-.4552 N1200 X-2.021 Y-.4608 N1210 X-2.024 Y-.4676 N1220 X-2.025 Y-.475 N1230 X-2.024 Y-.4824 N1240 X-2.021 Y-.4892 N1250 X-2.016 Y-.4948 N1260 X-2.009 Y-.4986 N1270 X-2. Y-.5 N1280 X0. N1290 X.009 Y-.5014 N1300 X.016 Y-.5052 N1310 X.021 Y-.5108 N1320 X.024 Y-.5176 N1330 X.025 Y-.525 N1340 X.024 Y-.5324 N1350 X.021 Y-.5392 N1360 X.016 Y-.5448 N1370 X.009 Y-.5486 N1380 X0. Y-.55 N1390 X-2. N1400 X-2.009 Y-.5514 N1410 X-2.016 Y-.5552 N1420 X-2.021 Y-.5608 N1430 X-2.024 Y-.5676 N1440 X-2.025 Y-.575 N1450 X-2.024 Y-.5824 N1460 X-2.021 Y-.5892 N1470 X-2.016 Y-.5948 N1480 X-2.009 Y-.5986 N1490 X-2. Y-.6 N1500 X0. N1510 X.009 Y-.6014 N1520 X.016 Y-.6052 N1530 X.021 Y-.6108 N1540 X.024 Y-.6176 N1550 X.025 Y-.625 N1560 X.024 Y-.6324 N1570 X.021 Y-.6392 N1580 X.016 Y-.6448 N1590 X.009 Y-.6486 N1600 X0. Y-.65 N1610 X-2. N1620 X-2.009 Y-.6514 N1630 X-2.016 Y-.6552 N1640 X-2.021 Y-.6608 N1650 X-2.024 Y-.6676 N1660 X-2.025 Y-.675 N1670 X-2.024 Y-.6824 N1680 X-2.021 Y-.6892 N1690 X-2.016 Y-.6948 N1700 X-2.009 Y-.6986 N1710 X-2. Y-.7 N1720 X0. N1730 X.009 Y-.7014 N1740 X.016 Y-.7052 N1750 X.021 Y-.7108 N1760 X.024 Y-.7176 N1770 X.025 Y-.725 N1780 X.024 Y-.7324 N1790 X.021 Y-.7392 N1800 X.016 Y-.7448 N1810 X.009 Y-.7486 N1820 X0. Y-.75 N1830 X-2. N1840 X-2.009 Y-.7514 N1850 X-2.016 Y-.7552 N1860 X-2.021 Y-.7608 N1870 X-2.024 Y-.7676 N1880 X-2.025 Y-.775 N1890 X-2.024 Y-.7824 N1900 X-2.021 Y-.7892 N1910 X-2.016 Y-.7948 N1920 X-2.009 Y-.7986 N1930 X-2. Y-.8 N1940 X0. N1950 X.009 Y-.8014 N1960 X.016 Y-.8052 N1970 X.021 Y-.8108 N1980 X.024 Y-.8176 N1990 X.025 Y-.825 N2000 X.024 Y-.8324 N2010 X.021 Y-.8392 N2020 X.016 Y-.8448 N2030 X.009 Y-.8486 N2040 X0. Y-.85 N2050 X-2. N2060 X-2.009 Y-.8514 N2070 X-2.016 Y-.8552 N2080 X-2.021 Y-.8608 N2090 X-2.024 Y-.8676 N2100 X-2.025 Y-.875 N2110 X-2.024 Y-.8824 N2120 X-2.021 Y-.8892 N2130 X-2.016 Y-.8948 N2140 X-2.009 Y-.8986 N2150 X-2. Y-.9 N2160 X0. N2170 X.009 Y-.9014 N2180 X.016 Y-.9052 N2190 X.021 Y-.9108 N2200 X.024 Y-.9176 N2210 X.025 Y-.925 N2220 X.024 Y-.9324 N2230 X.021 Y-.9392 N2240 X.016 Y-.9448 N2250 X.009 Y-.9486 N2260 X0. Y-.95 N2270 X-2. N2280 X-2.009 Y-.9514 N2290 X-2.016 Y-.9552 N2300 X-2.021 Y-.9608 N2310 X-2.024 Y-.9676 N2320 X-2.025 Y-.975 N2330 X-2.024 Y-.9824 N2340 X-2.021 Y-.9892 N2350 X-2.016 Y-.9948 N2360 X-2.009 Y-.9986 N2370 X-2. Y-1. N2380 X0. N2390 X.3 F52. N2400 G0 Z.6 N2410 Z1. N2420 M5 N2430 G91 G28 Z0. N2440 G28 X0. Y0. A0. N2450 M30 %In order to get my code to look like that I have to select the operation and click the "Regenerate all selected operations" button at the top of the toolpath manager.
Did you do anything else between green checking out of the parameters and posting the operation? Now I'm just curious as to how you get a different output than me if we have the same file.
This is the code I get if I change to F51 and F52:
% O0000(GTGT) (DATE=DD-MM-YY - 08-05-23 TIME=HH:MM - 15:40) (MCAM FILE - C:\USERS\JAKELABRIE\DESKTOP\NEW FOLDER\FLOWLINE_LEADS_SAMPLE_MC2023.MCAM) (NC FILE - C:\USERS\JAKELABRIE\DESKTOP\GTGT.NC) (MATERIAL - ALUMINUM INCH - 2024) ( T1 | 0.5 SPHERICAL / BALL-NOSED ENDMILL | H1 ) N100 G20 N110 G0 G17 G40 G49 G80 G90 ( FINISH FILLET ON SIDE OF GIMBAL 1 ) N120 T1 M6 N130 G0 G90 G54 X-2.3 Y0. A0. S1000 M3 N140 G43 H1 Z1. N150 Z.6 N160 G1 Z.5 F51. N170 X-2. F44. N180 X0. F35. N190 X.009 Y-.0014 N200 X.016 Y-.0052 N210 X.021 Y-.0108 N220 X.024 Y-.0176 N230 X.025 Y-.025 N240 X.024 Y-.0324 N250 X.021 Y-.0392 N260 X.016 Y-.0448 N270 X.009 Y-.0486 N280 X0. Y-.05 N290 X-2. N300 X-2.009 Y-.0514 N310 X-2.016 Y-.0552 N320 X-2.021 Y-.0608 N330 X-2.024 Y-.0676 N340 X-2.025 Y-.075 N350 X-2.024 Y-.0824 N360 X-2.021 Y-.0892 N370 X-2.016 Y-.0948 N380 X-2.009 Y-.0986 N390 X-2. Y-.1 N400 X0. N410 X.009 Y-.1014 N420 X.016 Y-.1052 N430 X.021 Y-.1108 N440 X.024 Y-.1176 N450 X.025 Y-.125 N460 X.024 Y-.1324 N470 X.021 Y-.1392 N480 X.016 Y-.1448 N490 X.009 Y-.1486 N500 X0. Y-.15 N510 X-2. N520 X-2.009 Y-.1514 N530 X-2.016 Y-.1552 N540 X-2.021 Y-.1608 N550 X-2.024 Y-.1676 N560 X-2.025 Y-.175 N570 X-2.024 Y-.1824 N580 X-2.021 Y-.1892 N590 X-2.016 Y-.1948 N600 X-2.009 Y-.1986 N610 X-2. Y-.2 N620 X0. N630 X.009 Y-.2014 N640 X.016 Y-.2052 N650 X.021 Y-.2108 N660 X.024 Y-.2176 N670 X.025 Y-.225 N680 X.024 Y-.2324 N690 X.021 Y-.2392 N700 X.016 Y-.2448 N710 X.009 Y-.2486 N720 X0. Y-.25 N730 X-2. N740 X-2.009 Y-.2514 N750 X-2.016 Y-.2552 N760 X-2.021 Y-.2608 N770 X-2.024 Y-.2676 N780 X-2.025 Y-.275 N790 X-2.024 Y-.2824 N800 X-2.021 Y-.2892 N810 X-2.016 Y-.2948 N820 X-2.009 Y-.2986 N830 X-2. Y-.3 N840 X0. N850 X.009 Y-.3014 N860 X.016 Y-.3052 N870 X.021 Y-.3108 N880 X.024 Y-.3176 N890 X.025 Y-.325 N900 X.024 Y-.3324 N910 X.021 Y-.3392 N920 X.016 Y-.3448 N930 X.009 Y-.3486 N940 X0. Y-.35 N950 X-2. N960 X-2.009 Y-.3514 N970 X-2.016 Y-.3552 N980 X-2.021 Y-.3608 N990 X-2.024 Y-.3676 N1000 X-2.025 Y-.375 N1010 X-2.024 Y-.3824 N1020 X-2.021 Y-.3892 N1030 X-2.016 Y-.3948 N1040 X-2.009 Y-.3986 N1050 X-2. Y-.4 N1060 X0. N1070 X.009 Y-.4014 N1080 X.016 Y-.4052 N1090 X.021 Y-.4108 N1100 X.024 Y-.4176 N1110 X.025 Y-.425 N1120 X.024 Y-.4324 N1130 X.021 Y-.4392 N1140 X.016 Y-.4448 N1150 X.009 Y-.4486 N1160 X0. Y-.45 N1170 X-2. N1180 X-2.009 Y-.4514 N1190 X-2.016 Y-.4552 N1200 X-2.021 Y-.4608 N1210 X-2.024 Y-.4676 N1220 X-2.025 Y-.475 N1230 X-2.024 Y-.4824 N1240 X-2.021 Y-.4892 N1250 X-2.016 Y-.4948 N1260 X-2.009 Y-.4986 N1270 X-2. Y-.5 N1280 X0. N1290 X.009 Y-.5014 N1300 X.016 Y-.5052 N1310 X.021 Y-.5108 N1320 X.024 Y-.5176 N1330 X.025 Y-.525 N1340 X.024 Y-.5324 N1350 X.021 Y-.5392 N1360 X.016 Y-.5448 N1370 X.009 Y-.5486 N1380 X0. Y-.55 N1390 X-2. N1400 X-2.009 Y-.5514 N1410 X-2.016 Y-.5552 N1420 X-2.021 Y-.5608 N1430 X-2.024 Y-.5676 N1440 X-2.025 Y-.575 N1450 X-2.024 Y-.5824 N1460 X-2.021 Y-.5892 N1470 X-2.016 Y-.5948 N1480 X-2.009 Y-.5986 N1490 X-2. Y-.6 N1500 X0. N1510 X.009 Y-.6014 N1520 X.016 Y-.6052 N1530 X.021 Y-.6108 N1540 X.024 Y-.6176 N1550 X.025 Y-.625 N1560 X.024 Y-.6324 N1570 X.021 Y-.6392 N1580 X.016 Y-.6448 N1590 X.009 Y-.6486 N1600 X0. Y-.65 N1610 X-2. N1620 X-2.009 Y-.6514 N1630 X-2.016 Y-.6552 N1640 X-2.021 Y-.6608 N1650 X-2.024 Y-.6676 N1660 X-2.025 Y-.675 N1670 X-2.024 Y-.6824 N1680 X-2.021 Y-.6892 N1690 X-2.016 Y-.6948 N1700 X-2.009 Y-.6986 N1710 X-2. Y-.7 N1720 X0. N1730 X.009 Y-.7014 N1740 X.016 Y-.7052 N1750 X.021 Y-.7108 N1760 X.024 Y-.7176 N1770 X.025 Y-.725 N1780 X.024 Y-.7324 N1790 X.021 Y-.7392 N1800 X.016 Y-.7448 N1810 X.009 Y-.7486 N1820 X0. Y-.75 N1830 X-2. N1840 X-2.009 Y-.7514 N1850 X-2.016 Y-.7552 N1860 X-2.021 Y-.7608 N1870 X-2.024 Y-.7676 N1880 X-2.025 Y-.775 N1890 X-2.024 Y-.7824 N1900 X-2.021 Y-.7892 N1910 X-2.016 Y-.7948 N1920 X-2.009 Y-.7986 N1930 X-2. Y-.8 N1940 X0. N1950 X.009 Y-.8014 N1960 X.016 Y-.8052 N1970 X.021 Y-.8108 N1980 X.024 Y-.8176 N1990 X.025 Y-.825 N2000 X.024 Y-.8324 N2010 X.021 Y-.8392 N2020 X.016 Y-.8448 N2030 X.009 Y-.8486 N2040 X0. Y-.85 N2050 X-2. N2060 X-2.009 Y-.8514 N2070 X-2.016 Y-.8552 N2080 X-2.021 Y-.8608 N2090 X-2.024 Y-.8676 N2100 X-2.025 Y-.875 N2110 X-2.024 Y-.8824 N2120 X-2.021 Y-.8892 N2130 X-2.016 Y-.8948 N2140 X-2.009 Y-.8986 N2150 X-2. Y-.9 N2160 X0. N2170 X.009 Y-.9014 N2180 X.016 Y-.9052 N2190 X.021 Y-.9108 N2200 X.024 Y-.9176 N2210 X.025 Y-.925 N2220 X.024 Y-.9324 N2230 X.021 Y-.9392 N2240 X.016 Y-.9448 N2250 X.009 Y-.9486 N2260 X0. Y-.95 N2270 X-2. N2280 X-2.009 Y-.9514 N2290 X-2.016 Y-.9552 N2300 X-2.021 Y-.9608 N2310 X-2.024 Y-.9676 N2320 X-2.025 Y-.975 N2330 X-2.024 Y-.9824 N2340 X-2.021 Y-.9892 N2350 X-2.016 Y-.9948 N2360 X-2.009 Y-.9986 N2370 X-2. Y-1. N2380 X0. N2390 X.3 F50. N2400 G0 Z.6 N2410 Z1. N2420 M5 N2430 G91 G28 Z0. N2440 G28 X0. Y0. A0. N2450 M30 %
-
Just now, crazy^millman said:
I looked at the file and see this. Why?
That's just the number I used in the sample file. That number can be changed to any value and the "ghost number" issue persists.
If you change that 500 that you're pointing to to say 66. Then regenerate the toolpath. Then go back in and change the 66 to say 45 (or any value) and green check. As long as you don't manually regenerate the toolpath, the gcode will post with a F66 AND a F45 even though 66 is no longer a value in any of the fields.
Maybe I'm misunderstanding what you mean? The 500 wasn't default in the "Plunge rate" field when I selected the operation. And as far as I know, 500 is not a default plunge rate in any of my files or tools. I have always used 100 as my default.
-
23 minutes ago, crazy^millman said:
Is the post defaulted to output F500. for retract moves with that specific toolpath or rapid moves?
Thanks for the reply. The post in the sample file is the default MPFAN.pst so I don't think so, but I don't know for sure.
It looks like the ghost number is solely based on whatever number was originally in the toolpath. For example, if you start with a plunge rate of F66 and regen the toolpath. Then change the plunge rate to any other number. The original number (in this case F66) will become the ghost number in the gcode. What I mean by "ghost number" is the feed rate that shows up in the gcode but no longer exists in the MC file. In my last post F500 was the "ghost number"
-
1 minute ago, Colin Gilchrist said:
By Definition, you are manipulating the "Plunge and Retract" motion. Your only option is to use the Plunge and Retract Speeds (turn off "rapid retract", to save yourself the possibility of a Dog-leg Rapid Crash! This makes the final "retract" move a Feed move, at whatever Feedrate you specify in the Retract Feed data entry field.
Thanks for the reply Colin. This is how I will setup this toolpath from now on.
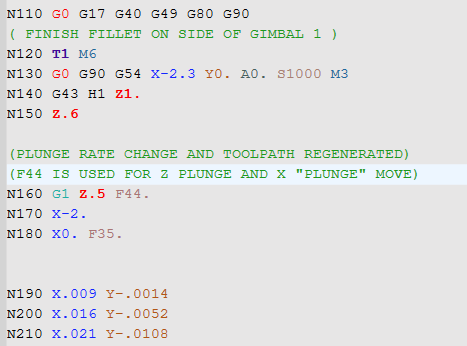
New discovery, I'll probably throw a post on the official forum for this one. If you open the sample file and post the toolpath, the lead in (plunge) move will post with F500 (plunge rate):

Go back to the Mcam file and change the plunge rate to F44. and green check out of the parameters. Even with "Generate Toolpath" checked, changing this feed rate does not cause the toolpath to regenerate. If you post the toolpath again without regenerating, the F44 is used for the z plunge move, but the F500 is still used for the x "plunge" move:

Back in the MC file, regenerate the toolpath and repost and the F500 will disappear:
-
1
-
-
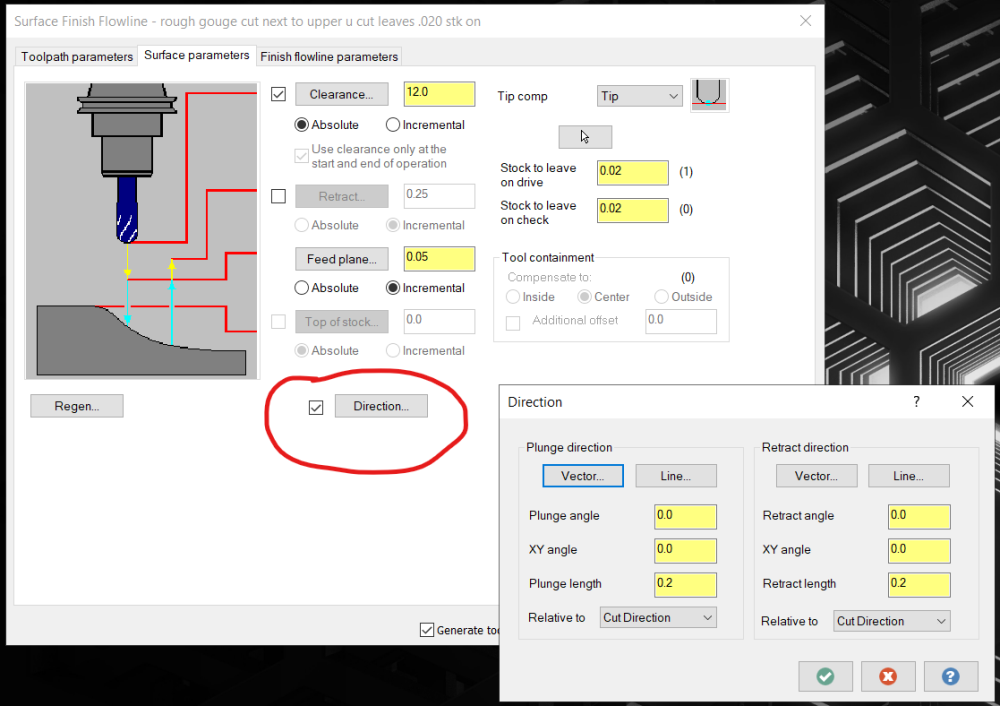
I'm using a 3D Surface Finish Flowline toolpath. Is there a way to have the lead in/out (direction) use the feed rate instead of the plunge rate?
A workaround is setting my plunge rate = feed rate. Maybe this is the easiest way to get the desired output?
Please see attached file, MC2023, TIA
-
On 3/28/2022 at 7:09 AM, Simon Kausch said:
Is there any documentation about C# Scripting? How do I get startet with this?
On the official Mastercam website under "Communities" there's a "3rd Party Developers" section. This is a good place to start looking around for information.
-
Is it possible for you to share the file? Even just a sample file with a mock part would be helpful.
I'm not exactly sure what you mean by "undercut". Can you see the undercut in Mastercam verify?
I'm not sure how step up would benefit here, but I can't clearly see the application either. Here's some reasons step up may be used:
1. you have an existing pocket and want to start at full depth and work your way up angled walls / surfaces
2. you want the tool to use step downs and after milling at each level it will use smaller step ups to rough surfaces closer to finish
I'm sure there's countless reasons to use step ups, those are just off the top of my head.
-
1
-
-
I could be way off here, but I believe 6684 is the line number in the post file that this error occurred on, I'm not sure what the -1 means. My guess there is a line that is copy / pasted in the variable declarations at the top of the file. Or possibly there was a variable added that has the same name as a pre-existing variable.
-
I don't do a lot of back chamfering, but I usually do out the math. Create the wire frame circles like you said, and use a 2D contour toolpath. I usually adjust the stock to leave to get what I'm looking for. This seems like a similar approach to what you're currently doing.
If I did back chamfering more often, I think I'd make up a calculator for it in excel. Input the tool dia, chamfer size, offset from shank, the chamfer angle if you want to do more than just 45 degrees, and have the calculator output an x and z shift to machine the chamfer. The calculator output would be input in the stock to leave page.
If there is an easier way to go about this I'd love to hear it, but this is the fastest way I know of.
-
I believe the reason the home/ref position is not updating is because it is not actually linked to your point geometry. When you select your point Mcam takes the x, y, z position of the selected point, then forgets the point exists. Which means you can move the point and the toolpath will never update. I could be wrong about this.
As for a solution, I think the easiest way around this is "edit common parameters" found here in MC2023: Select all operations you want to change the home/ ref position of > right click on one of the operations > in the drop down hover over "Edit Selected Operations" > Click "Edit Common Parameters..." > halfway down the pop-up window on the right side is a check box for "Home pos" check that box > then use the pop-up window to select the new home position > the ref position box is a little below the "home pos" box and the same procedure applies > green check out of all windows and the home / ref positions will be updated for the selected operations. Hope this helps!
-
I couldn't agree more, seems like an unnecessary extra click. A way to toggle between the old behavior and the new behavior would be superb.
-
When I first started programming I was taught to primarily use STL files, but once I found stock models I changed my workflow. STL files have their place and I am seeing myself lean towards them for OptiRough stock. But not having to save and retrieve and keep track of additional files seems to save me a lot of time. Converting a stock model to a mesh is a timesaver as well.
-
It's almost always wireframe for me. Like you said, as soon as a new model is brought in, it can create a lot of extra work really fast. If I'm trying to get something done quick and dirty, then I'll use the solid.
-
4 minutes ago, Newbeeee™ said:
Jakey - you're new here. Don't overthink this too much....
I had plenty of enhancement requests that were "looking to be implemented" back in the X5/X7 days, and only a couple made it.
Since then, adding clicks has been the goal - not reducing them!
Aye aye captain
Don't put too much time or thought into enhancement requests because chances are the request will get lost somewhere along the way. Sound about right?
-
1
-
-
19 minutes ago, Newbeeee™ said:
Yes - I'm suggesting keep the existing way untouched, but in the vacant space of the chain manager, the level of the chain could always be shown.
So for OP's request - the data is there and no more clicks need to happen.
I should have been a bit more clear but wifey shouted "grub's up"

I love the idea. But how would you handle a situation where different wireframe entities in the chain are on separate levels? This seems like really bad practice but it can happen. I suppose just showing the level of the first entity in the chain would work, unless others have a better idea?
-
File > Options > Context Menu > Choose Commands from: Selection > select 'Lock in Chain Selection' > click 'Add > >'
-
Looks like a pipe thread - Pipe Thread Reference
-
 2
2
-
2
-
-
If you disable (uncheck) "check gap motion for gouge" which is here: Flowline Parameters > Finish Flowline Parameters tab > Gap Settings... > Motion < Gap size, keep tool down > check gap motion for gouge then this small retract goes away.
I'm guessing this has something to do with the tolerances on the gouge check in gap motion vs flowline motion. During gap motion the tool may need slightly more clearance to classify a motion as not a gouge, whereas in the flowline motion the tool wants to be in contact with the part to cut the surface. That's just a guess though.
When I see little motions like that, usually disabling one of the gouge checks fixes it, you just have to manually gouge check which can be dangerous.
-
1
-
4
-


Unified Start Point Control
in Industrial Forum
Posted
In the attached file I have a unified toolpath cutting an angled surface. What I don't like about the toolpath is how the lead in / out looks good on one side but not on the other. On the "bad" side the tool goes through the material to get to the first move of the toolpath. I played around with the start point controls in unified "parameters" > "cut pattern" > "start point parameters" but no matter what I do, one side always has a "bad " lead in / out. I would like the leads on both sides to look like the "good" side. Is there a way for this to be accomplished? MC2023
Thanks in advance for any help!
Unified_Start_Point_Control.mcam