





JB7280
-
Posts
1,008 -
Joined
-
Last visited
-
Days Won
9
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by JB7280
-
-
On 5/1/2022 at 12:59 AM, cncappsjames said:
Or ask me to send you a CAMplete NC Format with TWP support. 8-P
You guys have CAMplete. I wouldn't even mess with an MC Post honestly.
JM2CFWIW
Email incoming!!
-
 1
1
-
-
5 hours ago, Colin Gilchrist said:
No, it seems like all the Dynamic Codes > DWO, WSEC, TCPC, & TWP, are not present in any of the "free Post Processors". Those functions are essentially "locked behind the Reseller Paywall", so you've got to purchase a Post, or be really good at computer coding and mathematics, to "figure out how to add that code yourself".
To top it all off > the TWP function is setup and controlled by Machine Parameters, and those are likely based on the knowledge and personal preferences of whomever is setting up the function on your machine. We're talking 150-200ish Parameters, which are all intertwined, and can affect how the NC Code is interpreted.
Are you using High-Speed (AICC or AICC II) codes? 1000 Block Look-Ahead (G05 P10000)? Cutter Compensation? Tool Length Compensation? All of those codes have a specific "nesting relationship" with TWP, where you have to either turn them "on/off" outside of the TWP Commands (G68.2/G69) or inside those commands, in a specific nesting order.
Sounds like something better left to the professionals. I've never purchases a custom post and I know there's a few providers out there. Would IHS be the go-to on something like this?
-
4 hours ago, FROZEN said:
Do you need sharp corners? If not use a bull noise endmill with a .03 corner radii. Try the machining advisor pro from Harvey Tools. I have had great luck using feeds and speeds on 17-4.
https://www.harveyperformance.com/machining-advisor-pro/
I've always had issues with using MAP for a "facing" type operation. Maybe I'm doing something wrong, but if I change the RDOC and ADOC to something more like what I'm doing(large RDOC, small ADOC), it wants to change the cutting method to slotting.
-
16 minutes ago, Colin Gilchrist said:
G68.2 > Tilted Work Plane, has got some of the most complex linear algebra (matrix math) of any function. You're best bet is to contact In-House Solutions (developers of MPMaster), and have them quote the TWP additions.
Thank you, I'll do that. I didn't know if it was something already hidden in MPMaster somewhere.
-
I am working on an HMC that has TWP, and we are using a lightly modified MPMaster post for it. Will we need a new post to make use of the TWP, or can the MPMaster be easily modified to work?
-
I never see anyone mention that they're using Mastercam for Solidworks. Is it not worth using? Is it limited, compared to Mastercam standalone?
-
On 3/24/2022 at 10:25 AM, SuperHoneyBadger said:
I have accepted that when I choose a stock in the Simulator Options dialog it gets reset each time I open MC. Ends up being one of the first things I do in the morning, making sure I'm verifying off the G54 Stock Model, or what have you. Happens with a Stock Model or selected solid, and it reverts back to the Stock Setup radio button each time a file is opened. Not sure if this is a bug or a feature, but my experience is similar to yours. This is observed across 2021 and 2022 as well.
Yea, lots of these "features" in Mastercam feel more like bugs. I've grown to accept Mastercam much more than I did when I first started using it, but my biggest issue is that it just feels like an incomplete, or "amateur" software. I don't mean that to sound disrespectful towards the developers, as they're way smarter than myself, but it's the best word I can think of. I think it's a product of trying to make it too customizable, or trying to make it appeal to EVERYONE, instead of just focusing on making it a solid, polished software.
-
1
-
-
On 3/23/2022 at 1:07 PM, [email protected] said:
Under "Edit tool assembly" we will be able to edit our extensions "stick out" without editing the length of the extension itself, correct? It's a shame how many things suffer for the sake of putting a new version out every year....Cars, Phones, Software...etc.
Yes, under edit tool assembly you can edit the "stick out" of each component individually. What I dislike, is how thats the only place you can change it. Not in the holder section of the toolpaths, nor in "edit projection"
I also notice it throws off our setup sheet a little. For instance, I have an ingersoll "Top-On" facemill/shank combo. So the shank is 5", and the cutter itself is 1.25" long. So the stickout on our setup sheet reads 1.25, because technically the shank is a "holder". I thought maybe I could start building the shanks as holders, and be able to pick and choose for different scenarios. Might just be a way to modify the Active Reports files accordingly.
-
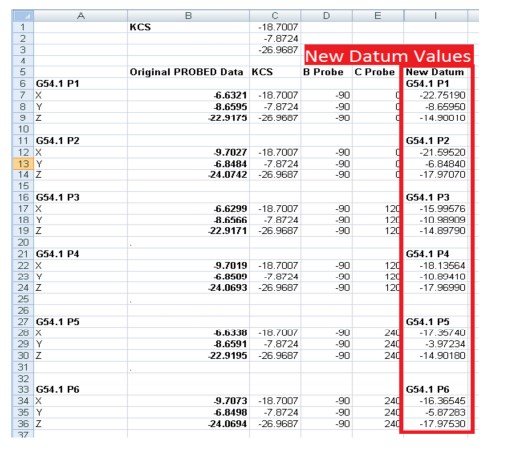
2 hours ago, So not a Guru said:
And if you right-click on it, it can exist on your PC.
")
I think what he's saying, is he wants an actual .xls copy of this spreadsheet, not the camplete pdf
-
3
-
-
22 hours ago, crazy^millman said:
Funny to see the same exact things being mentioned I have complained about for years coming up in this thread to be told I was crazy for such thoughts. Watch it people will start calling you crazy before you know it.

I believe we had this same conversation when I mentioned adding folder support to the levels manager.

-
1
-
-
6 minutes ago, BBprecise said:
I think I get what you mean now.
I agree that how you can add extensions to your holder w/o creating it as a complete holder is nice, except I didn't see a way to shorten the ext. in the holder, but I could have missed something as I only experimented real quick.
Yeah, how MC instantly adds a holder now is a pita unless you create it in the tool tab. I always wonder who vets new versions out and such because sometimes when things come out I'm like HTH did this get by QC. They way MC sends out new "options" knowing there's a problem or quirks would be like a programmer sending out code to a machine and telling the operator "Yeah it's gonna crash, so you'll have to find a way around it until I decide it's worth my time fixing it".
MC has come a long ways from ver. 5.5, but some things are like
 .
.
Right click, then "Edit Tool Assembly" in the Tool Manager. Another one of those things that MC lets you do in one place, but not another (like where you attach the holder in the toolpath)

I still wish it didn't force you to add a tool # until you create an assembly. But I always just number my tools 9999 until they're in use.
-
2
-
-
6 hours ago, BBprecise said:
"Splits up holders"? Not sure what you mean.
Until about 2018 or so I used to have my holders in one library (actually 2 as I had one for CT40 and another for BT50), and another library with all of my tools. Right around ver. 2018 or so I put all of my CT40 holders in the same library as my tools because we only have one BT50 machine so when I set my default mill tool library it automatically pulled in my CT40 holders. If there was an option to set the default holder library I wouldn't have combined them.
Until ver. X (I think, it could have been later) you didn't even have a holder library. Mastercam only used one file for the holder so if you needed to check your holder against the toolpath or fixture you had to create a mastercam file with a 2d sketch of the holder you wanted to use and name it holder.default (or something like that after renaming the default file to something else) then when you backplotted/verified the tool path you saw the holder you were gonna use. When I was done, I would delete my holder file and rename the original back.
A lot of work, so yeah it's come a long ways, but I'm just not sure why they added this function.
I can list other reasons why I don't like this new layout but I'll stop here.
I should say, I like that they've added a way to use "components" or extensions, etc to your holder without having to include it in the holder, or tool build-up. I like that there are separate tabs for holder, tools, and assemblies because that's how it is in the real world. I don't want to have to build a new version of a Helical 03377 every time I want to use it in a different holder. I suppose this all depends on how your shop works.
-
On 3/18/2022 at 8:53 AM, BBprecise said:
How many like the new Tool Manager and the splitting up of the tools, assemblies and holders in the lower half of the manager?
I do not like it, and the fact I can't save a tool to the library right after I created it w/o making 4 other mouse clicks because MC in it's infinite wisdom automatically assigns the "Default" holder to a tool as soon as the tool is created. Which prevents you from using the down arrow to save the tool, so why even have the down arrow even there, or even have the Tools tab in that case because you cannot save a tool to the tab from what I can tell.
I dislike the fact that MC automatically puts a default holder onto the tool, but I do like the fact that it now splits up holders. I think it still needs a lot of work, but it's on the right path by separating the components.
-
On 3/18/2022 at 5:52 PM, Leon82 said:
I've had the stock definitionget broken and I had to redo it a few times
Seems like I end up going into stock simulation and redefining my stock every time I open the file. I always just use a solid, or a stock model. I always just define it in the simulator options. I don't bother with the stock setup anymore.
-
1
-
-
14 hours ago, Chally72 said:
I'd want to take a look at the file before answering that one, so as to attempt to give correct info! Please send it over if possible, or perhaps email pictures if not.
PM Sent
-
5 hours ago, Chally72 said:
I'd want to take a look at the file before answering that one, so as to attempt to give correct info! Please send it over if possible, or perhaps email pictures if not.
Let me strip some of the bulk from the file and I'll PM you a link tomorrow.
-
1
-
-
On 2/15/2022 at 10:38 AM, Chally72 said:
At the risk of oversimplifying, if you wanted to hit every flat and just the flats, and have no extraneous cuts, stepdown=stepup would be the way to approach it.
Dylan, after reading your post, I tried this on one part, and it worked great. I tried it on another part, which has some XZ radius features, and it still wants to "staircase" those features. Shouldn't it be ignoring those features? (Aside from every .350" stepdown, which is what I have it set at.)
-
15 hours ago, motor-vater said:
I saw those to and made me wonder, but I will wait for someone else to be the guinni pig. Still seems an expensive option for high feed compaired to inserts but some machines dont hold alot of tools so there is that..
I agree, but for smaller tools, they could be a good option. I've been wanting to try them, but just haven't found a case that warranted it yet.
Same with Helical's new high feed mill's for aluminum. Cool idea, but looking at the recommended woc and doc, I just don't know if I see the benefit. But maybe I'm missing something.
-
On 1/17/2022 at 11:19 AM, crazy^millman said:
That is exactly it. The problem with the step up process is the wear on the endmill in hard metals is not the full length of the endmill. The Carbide endmill for Opti-Rough in hard metals preforms at it's best when taken a full cut. Any Step up starts adding wear to that part of the flute. We are always trying to balance cut time to cost in anything we do. Running one off parts who cares get it done, but when you start looking at 20-50-100 or even 1000 parts even the smallest change can have a big impact on the ROI. We have to spend money to make money bottom line. The thought is why spend more money than we need if the process supports the best metal removal at the best price. Solid Carbide Endmills are expensive and we end up throwing away a good chuck of carbide in the shank. Head style tools are my biggest price break change on long running projects. The other is highfeed tools doing the step down process flipping the whole Opti-Rough on it's head. Still use OPTI-Rough to get big chucks of metal off the part, but start stepping down in full cuts with the solid Carbide then stepping down with high feed that are .02" per tooth on 4-10 flute tools getting in all reality a better detail in most cases than the stepping up was getting. Again only in hard to machine materials do I go this route, but in Softer materials where the endmill doesn't wear stepping up is just fine. The harder metals wear tools plain and simple and the idea is to let the wear work where it needs to work on the tools designed to wear how they were designed to wear. High Feed Cutters are made to take shallow cuts at high feeds not standard carbide endmills we use for Opti-Rough Toolpaths.
I was looking at some new endmills Helical has when they combine an HEM chip-breaker style endmill, with a high-feed geometry at the tip, and it made me think of this method you mentioned. Seems like it would be great if Optirough/rest toolpaths had the option to set different speeds/feeds/stepover for step-down vs step-up.
-
2
-
-
5 minutes ago, Chally72 said:
Now, get into a mold cavity or something with a draft that requires step-up values, and you can't avoid Scenario #1, because yes, your bigger concern is getting the shape to near-net with your roughing, and setting step-up equal to step-down is no longer an option.
From what I can tell, while the matching stepdown/up method may not work the best for a "3D" cavity, with drafted or contoured walls, it's perfect for a pocket, with nothing but vertical walls and flat islands and pockets.
-
2
-
-
4 minutes ago, Chally72 said:
That's correct!
Wow, tried that on a part I'm working on. Awesome tip. Why didn't you tell me about that years ago???
-
1
-
-
On 10/5/2021 at 8:44 AM, Chally72 said:
Putting a Stepup value in that matches the Stepdown value will basically tell Optirough to machine all flats that occur within the Stepdown window. Stepup values that do not match the Stepups will net you terrace steps that may or may not actually clear away material on ledges and such to the exact amount of Stock On requested in the geometry page.
So you're saying, If I put, say, 0.5 into both stepup, and stepdown, it'll find, and machine any flats? And if there are no flats, it'll just continue to the next stepdown?
-
1 hour ago, gcode said:
maybe

The guy from Xi Computer said a guy ordered 2 machines, basically the same as I had quoted, back in October. He said he shipped those 2 machines last week.
He was telling me that according to Passmark, the new gen of i7 is only 4% slower than the i9, and the i7 would be available sooner. However people on here whose opinions I trust suggested not to bother with anything other than i9.
I don't know enough about hardware anymore to disagree with either.
-
28 minutes ago, #Rekd™ said:
Ships in 4+ months


-
 1
1
-
Changing RPM mid-toolpath
in Industrial Forum
Posted
I seem to remember a toolpath, where you could change the RPM at certain points. I thought it was the Point toolpath, but I looked again and that doesn't seem to be it. Maybe I'm thinking of advanced drill?
I know I can do it with Manual Entry, I just thought I remembered something different.